 Mayo 4, 2026Injection molding is a complex process with many variables. Coupled with countless mold and mold design options and processing setups,…
Mayo 4, 2026Injection molding is a complex process with many variables. Coupled with countless mold and mold design options and processing setups,… 18 de noviembre de 2025Los masterbatches de polidimetilsiloxano (PDMS) MULTIBASE™ de DuPont, generalmente denominados siloxano, son aditivos utilizados para mejorar los procesos y modificar las superficies. El...
18 de noviembre de 2025Los masterbatches de polidimetilsiloxano (PDMS) MULTIBASE™ de DuPont, generalmente denominados siloxano, son aditivos utilizados para mejorar los procesos y modificar las superficies. El... 9 de abril de 2025La polieteretercetona (PEEK), la resina más utilizada de la familia de las poliariletercetonas (PAEK), ocupa una posición destacada en la cima de...
9 de abril de 2025La polieteretercetona (PEEK), la resina más utilizada de la familia de las poliariletercetonas (PAEK), ocupa una posición destacada en la cima de... 3 de octubre de 2024Octubre de 2024 Las sustancias perfluoroalquílicas y polifluoroalquílicas (PFAS) son sustancias químicas artificiales que se caracterizan por sus enlaces carbono-flúor. El ácido perfluorooctanoico (PFOA)...
3 de octubre de 2024Octubre de 2024 Las sustancias perfluoroalquílicas y polifluoroalquílicas (PFAS) son sustancias químicas artificiales que se caracterizan por sus enlaces carbono-flúor. El ácido perfluorooctanoico (PFOA)... 5 de julio de 2023A medida que el sector de la movilidad sigue avanzando hacia la electrificación, los fabricantes de polímeros se enfrentan al reto de suministrar materiales adecuados para un nuevo…
5 de julio de 2023A medida que el sector de la movilidad sigue avanzando hacia la electrificación, los fabricantes de polímeros se enfrentan al reto de suministrar materiales adecuados para un nuevo… 31 de enero de 2023Aunque recientemente han cobrado protagonismo por haber desempeñado un papel clave durante la pandemia, los plásticos siempre han sido…
31 de enero de 2023Aunque recientemente han cobrado protagonismo por haber desempeñado un papel clave durante la pandemia, los plásticos siempre han sido… 8 de enero de 2023Durante siglos, las armas de fuego se han fabricado principalmente con piezas metálicas. No fue hasta hace relativamente poco tiempo, hacia la década de 1980, cuando los fabricantes comenzaron a…
8 de enero de 2023Durante siglos, las armas de fuego se han fabricado principalmente con piezas metálicas. No fue hasta hace relativamente poco tiempo, hacia la década de 1980, cuando los fabricantes comenzaron a… 13 de octubre de 2022La conversión de metal a plástico consiste en rediseñar y fabricar en plástico piezas que originalmente se fabricaban en metal. El proceso de conversión…
13 de octubre de 2022La conversión de metal a plástico consiste en rediseñar y fabricar en plástico piezas que originalmente se fabricaban en metal. El proceso de conversión…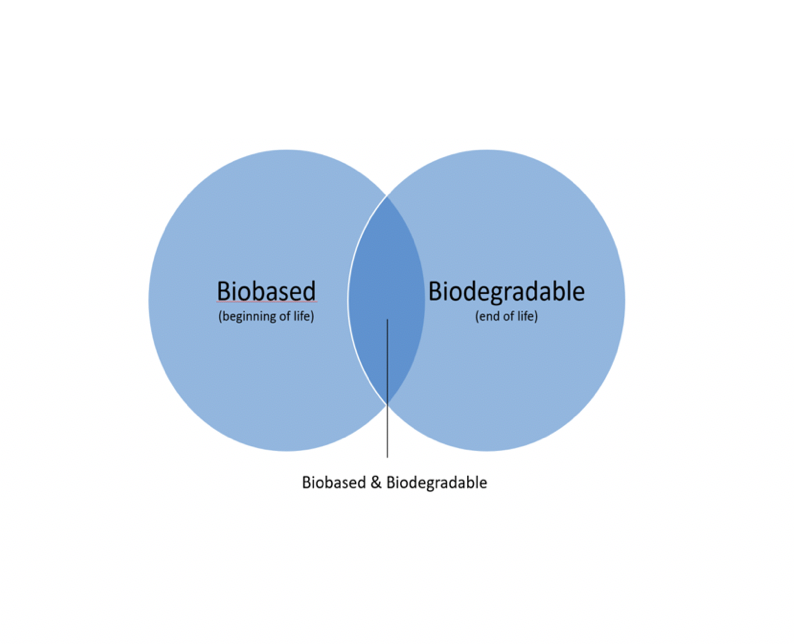 16 de marzo de 2022Los consumidores de productos de plástico quieren sentirse bien y saber que están haciendo algo bueno por el planeta y su…
16 de marzo de 2022Los consumidores de productos de plástico quieren sentirse bien y saber que están haciendo algo bueno por el planeta y su…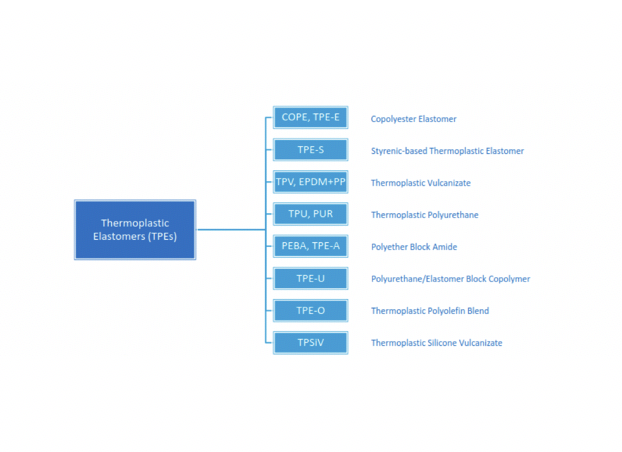 26 de enero de 2022A medida que más fabricantes de equipos originales se centran en la innovación de productos en materia de ergonomía y estética, hemos observado un aumento de la demanda del uso de TPE en…
26 de enero de 2022A medida que más fabricantes de equipos originales se centran en la innovación de productos en materia de ergonomía y estética, hemos observado un aumento de la demanda del uso de TPE en…