 May 4, 2026Injection molding is a complex process with many variables. Coupled with countless mold and mold design options and processing setups,…
May 4, 2026Injection molding is a complex process with many variables. Coupled with countless mold and mold design options and processing setups,…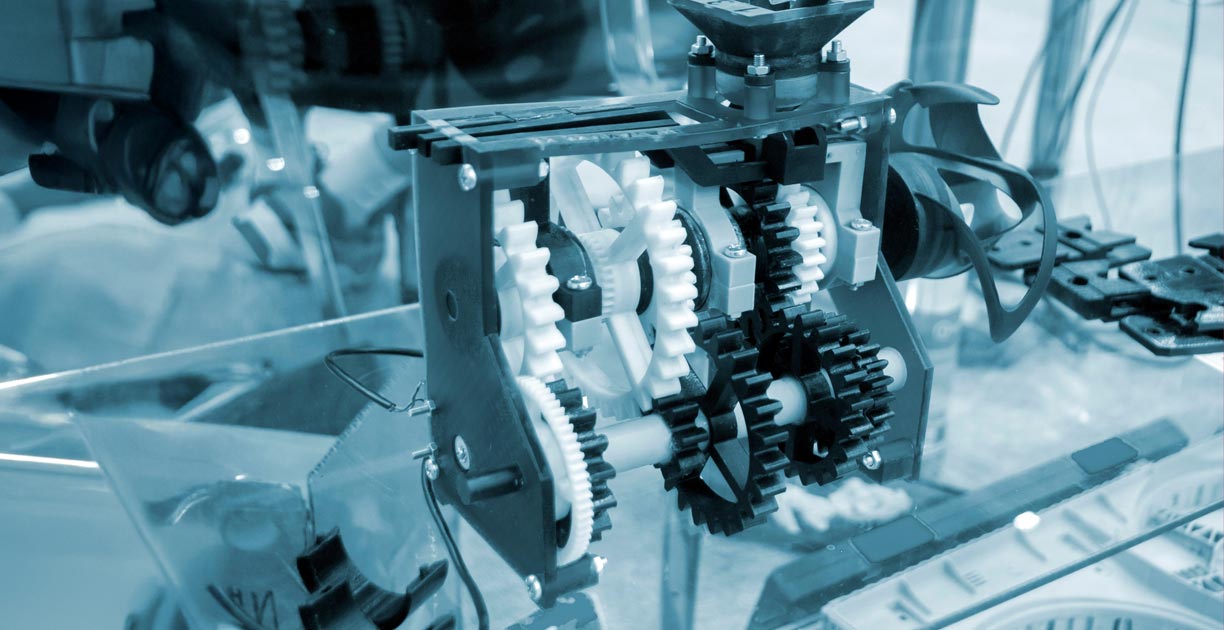 November 18, 2025DuPont MULTIBASE™ polydimethylsiloxane (PDMS) masterbatches, generally referred to as siloxane, are additives used for process improvement and surface modification. The…
November 18, 2025DuPont MULTIBASE™ polydimethylsiloxane (PDMS) masterbatches, generally referred to as siloxane, are additives used for process improvement and surface modification. The…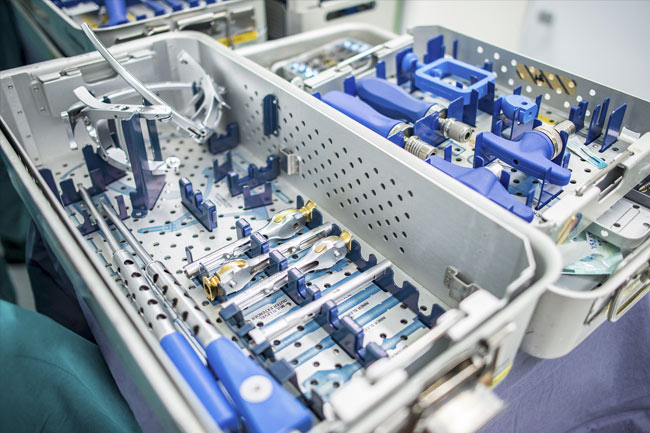 April 9, 2025Polyetheretherketone (PEEK), the most widely used resin from the polyaryletherketone (PAEK) family, has a firm position at the top of…
April 9, 2025Polyetheretherketone (PEEK), the most widely used resin from the polyaryletherketone (PAEK) family, has a firm position at the top of…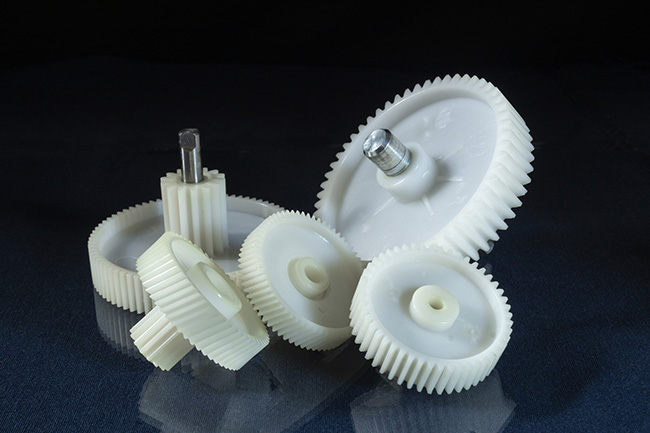 October 3, 2024October 2024 Per- and polyfluoroalkyl substances (PFAS) are man-made chemicals that are characterized by their carbon-fluorine bonds. Perfluorooctanoic acid (PFOA)…
October 3, 2024October 2024 Per- and polyfluoroalkyl substances (PFAS) are man-made chemicals that are characterized by their carbon-fluorine bonds. Perfluorooctanoic acid (PFOA)… July 5, 2023As the mobility industry continues to steer towards electrification, polymer producers are challenged to provide materials suitable for a new…
July 5, 2023As the mobility industry continues to steer towards electrification, polymer producers are challenged to provide materials suitable for a new… January 31, 2023Although recently gaining a spot in the limelight by playing a key role throughout the pandemic, plastics have always been…
January 31, 2023Although recently gaining a spot in the limelight by playing a key role throughout the pandemic, plastics have always been… January 8, 2023For centuries, firearms have been predominately made of metal construction. Only in recent years, around the 1980s, did manufacturers start…
January 8, 2023For centuries, firearms have been predominately made of metal construction. Only in recent years, around the 1980s, did manufacturers start… October 13, 2022Metal-to-plastic conversion takes parts originally manufactured in metal and redesigns and fabricates them out of plastic. The process of converting…
October 13, 2022Metal-to-plastic conversion takes parts originally manufactured in metal and redesigns and fabricates them out of plastic. The process of converting… March 16, 2022Consumers of plastic products want to feel positive and know they are doing something good for the earth and its…
March 16, 2022Consumers of plastic products want to feel positive and know they are doing something good for the earth and its…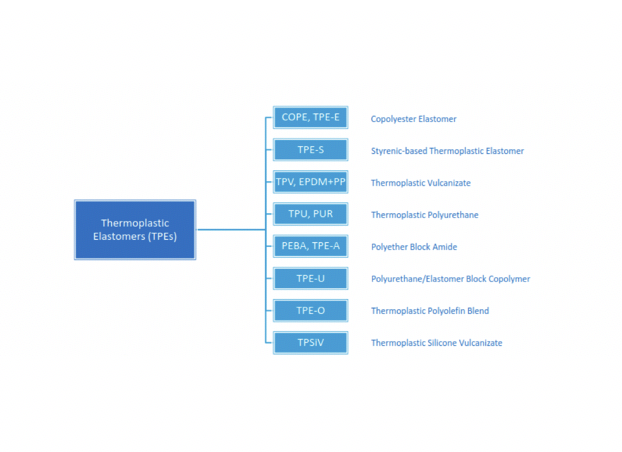 January 26, 2022As more OEM’s focus on product innovation surrounding ergonomics and aesthetics, we have seen increased demand for TPE usage in…
January 26, 2022As more OEM’s focus on product innovation surrounding ergonomics and aesthetics, we have seen increased demand for TPE usage in…