Injection molding is a complex process with many variables. Coupled with countless mold and mold design options and processing setups, troubleshooting a defective part can be challenging. A pivotal step in the process of troubleshooting is understanding the defect and then working through a checklist of possibilities to resolve the issue.
Some common injection molding defects would include:
- Black specks: typically caused by degraded or contaminated material (see figure 1)
- Burns: typically, the result of combustion of trapped gas (aka dieseling) or material degradation (see figure 2)
- Flash: excessive material found at parting lines or mold features and caused by tool wear/damage or too much material injected into the cavity (see figure 3)
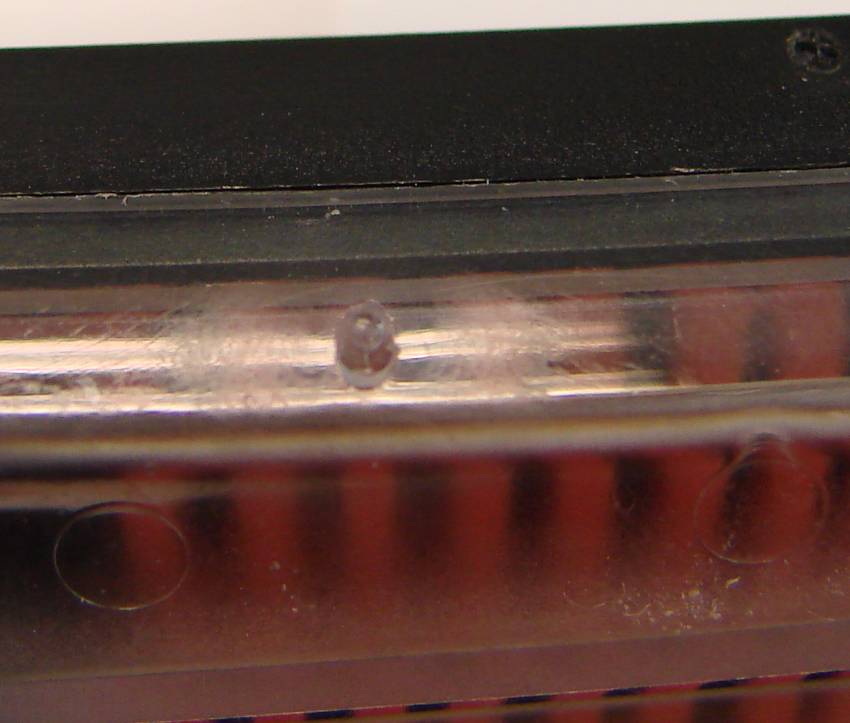
- Gate blush: hazy surface finish found near the gate and typically a result of a material flow and shear issue (see figure 4)
- Short shots: result of not having enough material injected into the cavity (see figure 5)




There are other defects, such as blooming, that are typically the result of an additive migrating to the surface of the part, or delamination caused by an additive being incompatible with the base resin. Mold buildup or nozzle drooling can be caused by moisture or volatiles in the resin.
When assessing the defect and working towards a solution, some questions should be answered to help determine where the issue could be stemming from:
- Is this a new problem with a new material?
- Is this a new problem with an existing tool/process?
- Is this the same material and tool, but in a new press?
- Is this problem consistent across multiple lots of material, or is it exclusive to one lot?
- If blending in an additive or color, does the problem exist if the part is run without the additive or colorant?
If we can pinpoint where in the process the problem arises, we can work towards solving the issue more effectively. If it’s a new problem with a new material, perhaps the wrong material was picked for this application, or perhaps the new material being run in an existing tool needs potential mold design changes to effectively run (like opening the gate to run a harder-to-push material like PC or adjusting the mold dimensions if moving from a semi-crystalline resin to an amorphous one). If this is a new problem with the existing tool, with no material change, perhaps the tool is starting to wear or has some mold buildup that might require maintenance work. If the issue is only showing up for one lot of material, it may be an issue with that lot, or the material may be hygroscopic nylon that needs additional drying time.
There could be a long list of possible causes for these common injection molding defects, and it is best to ensure the material is processed correctly and within the material manufacturer’s processing parameters, then work through the checklist of possible causes and recommendations.
The Chase Plastics team is here to provide insight into any defect(s) you may be experiencing. Contact us today to see how our technical expertise, diverse product line, and outrageous customer service can help take your product from resin to reality! Whether you are looking for a particular part performance or a basic education, our sales and engineering teams are ready to answer any questions you may have.